
Page 58 - 07
P. 58
ATA NUTKU MODEL DENEY TANKI ÇEKME DENEYLERİ İÇİN 55
MODEL İMALAT SÜRECİ
3.2.2 Bitirme işleme
Bu aşamada kaba işlemesi bitirilmiş blok üzerinde yeterli sıklıkta işleme adımları ile yol alarak
pürüzsüz bir yüzey elde etmek amaçlanmaktadır. Model geometrisinin detaylarına uygun olarak
Powermill programındaki uygun strateji seçilebilir. Model imalat atölyemizde “Optimize sabit Z
bitirme” ve “Tarama bitirme” stratejileri sıklıkla kullanılmaktadır. Bitirme işleminde düz ve
göreceli büyük eğrilik çaplı yüzeylerde 60 mm çaplı, gerektiği durumlarda ise 20 mm çaplı
kesme ucu kullanılmaktadır. İşleme adımları düzgün bir yüzey elde edip zımpara-macun
işlemlerini azaltmak için 60 mm’lik uç için 2 mm ve 20 mm’lik uç için 0.7 mm olarak
belirlenmiştir. Bitirme aşamasıyla model pürüzsüzleştirildikten sonra 60 mm’lik küresel ucun
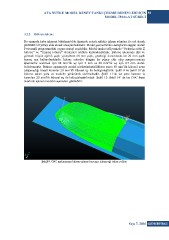
ulaşamadığı köşeli kısımlar 20 mm’lik küresel uç ile belirginleştirilir. Şekil 9 ve Şekil 10’da
bitirme takım yolu ve modelin görünümü verilmektedir. Şekil 11’de ise çene hattının iç
kısımları 20 mm’lik küresel uç ile belirginleştirilmiştir. Şekil 12- Şekil 14’ de ise CNC freze
üzerinde işlenen modelin aşamaları görülebilir.
Şekil 9. CNC makinasının bitirme işleme boyunca izleyeceği takım yolları.
Sayı 7, 2016 GiDB|DERGi